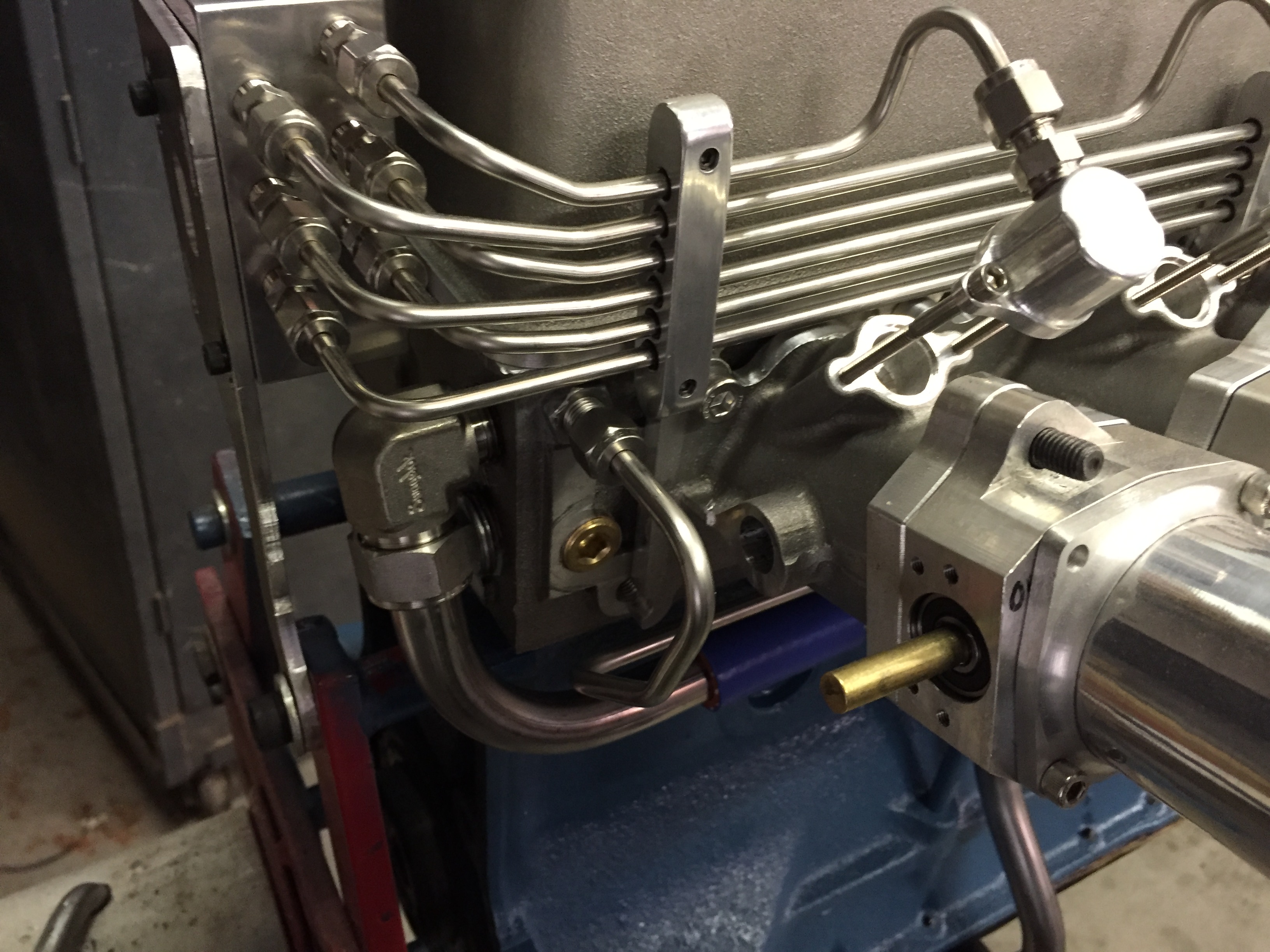
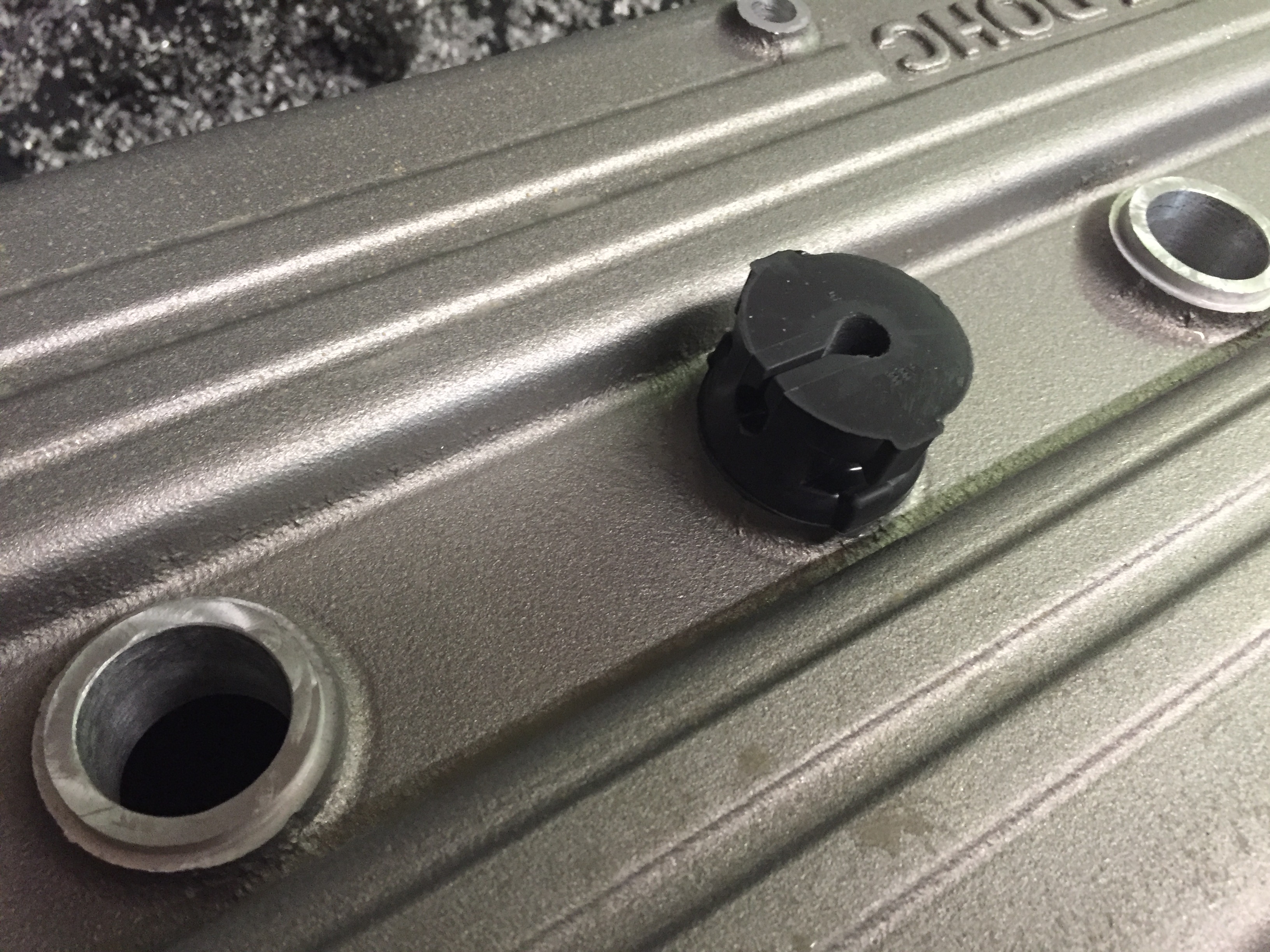
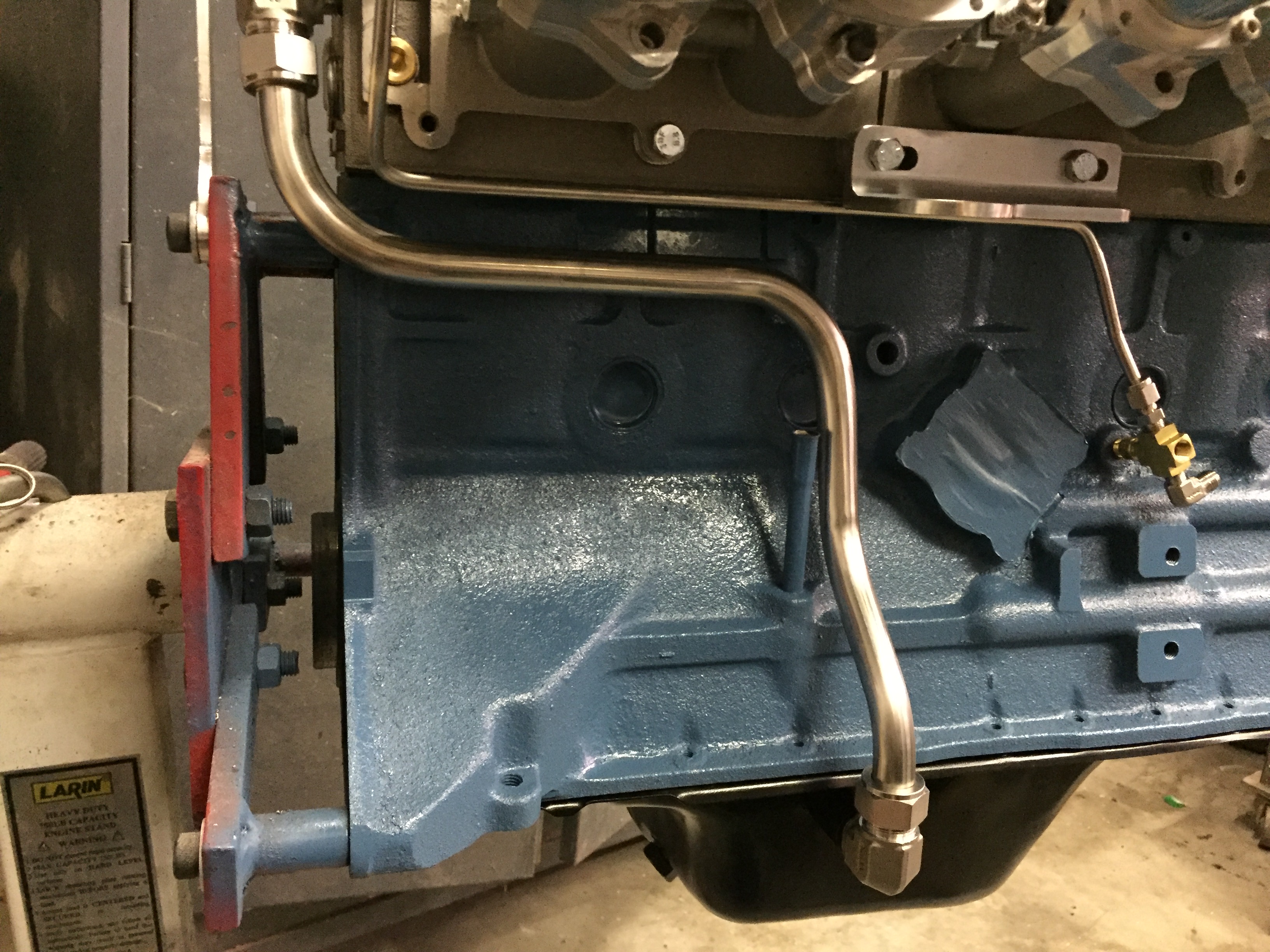
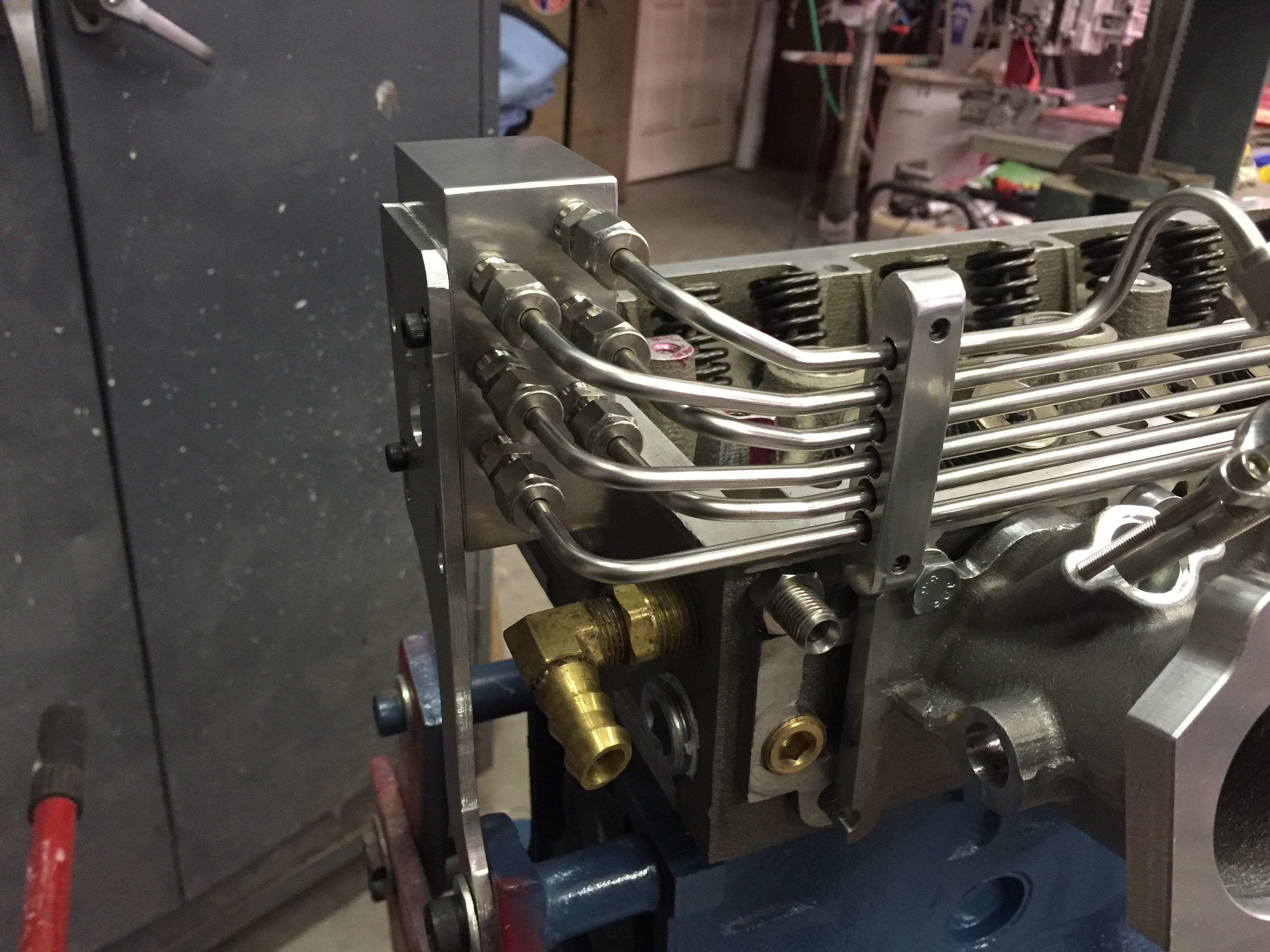
Getting a little tight in there!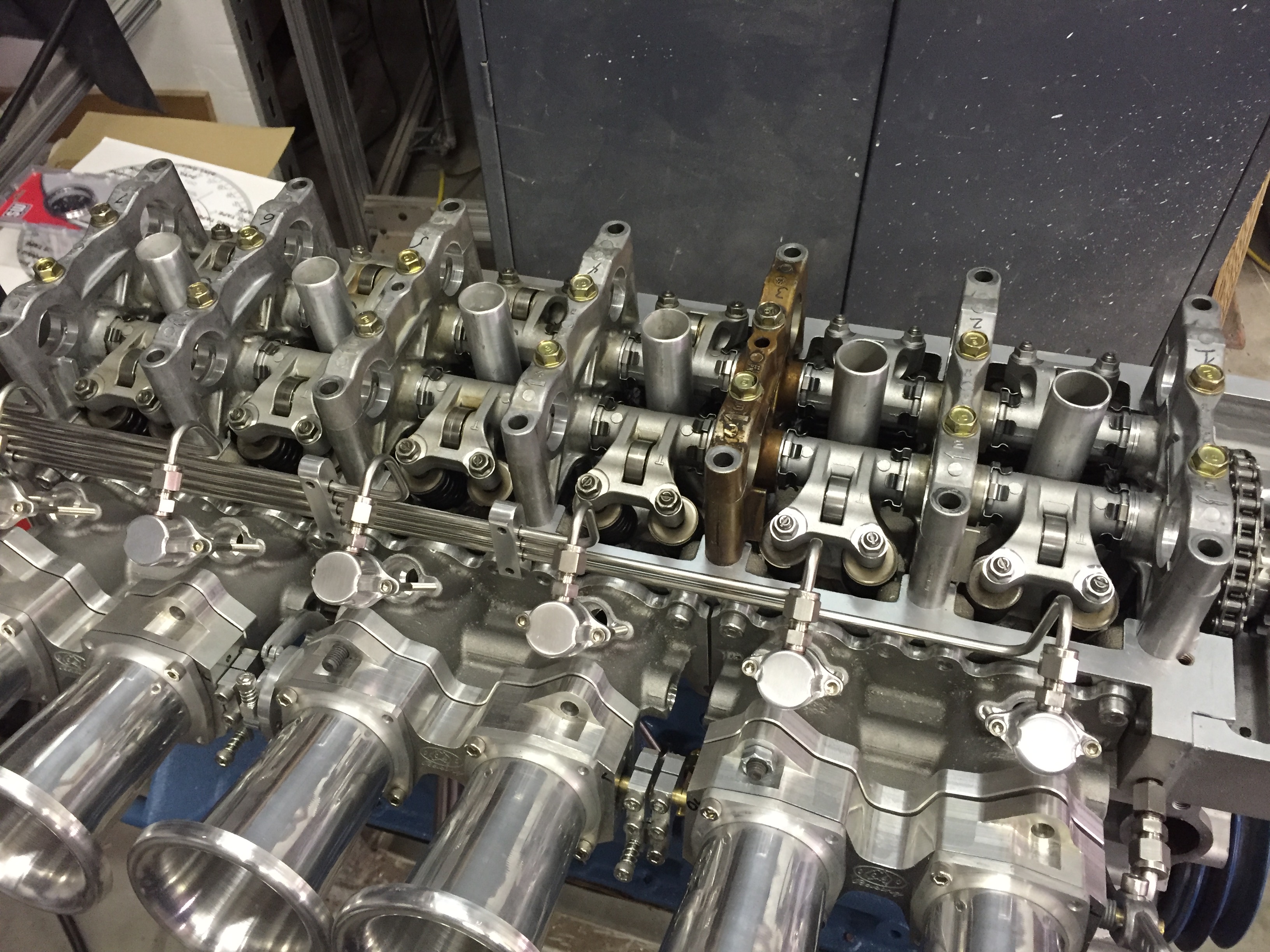
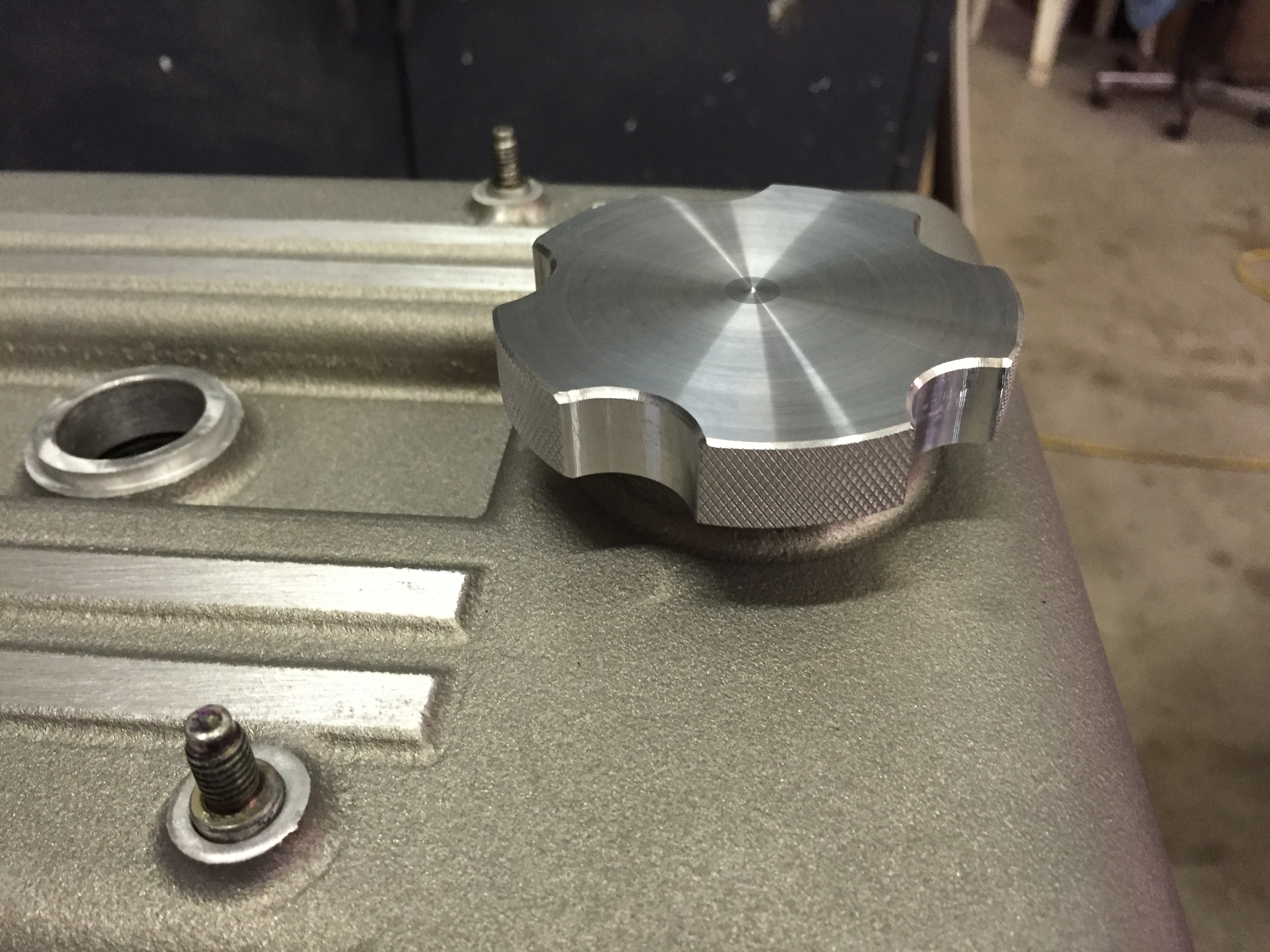
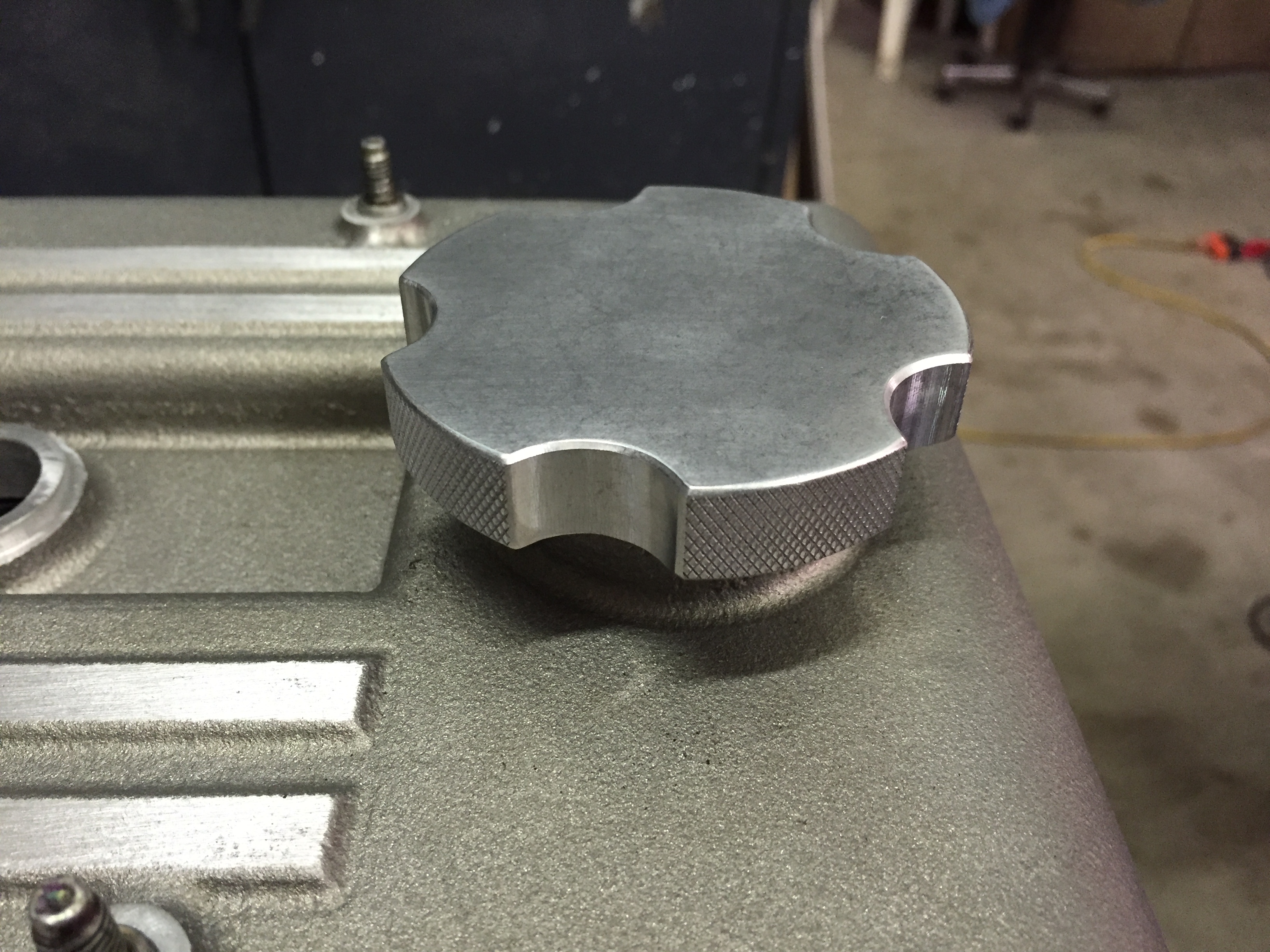
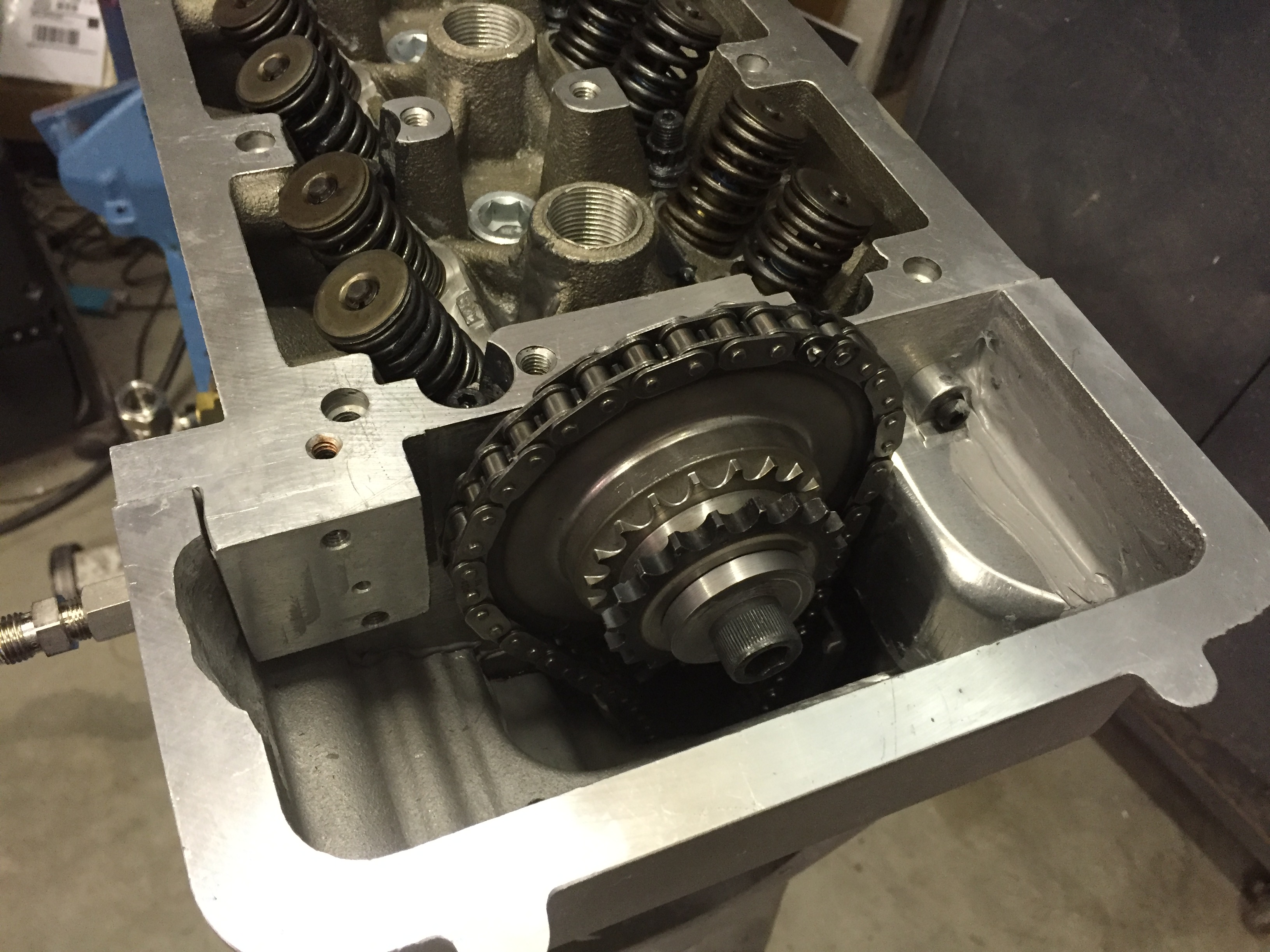
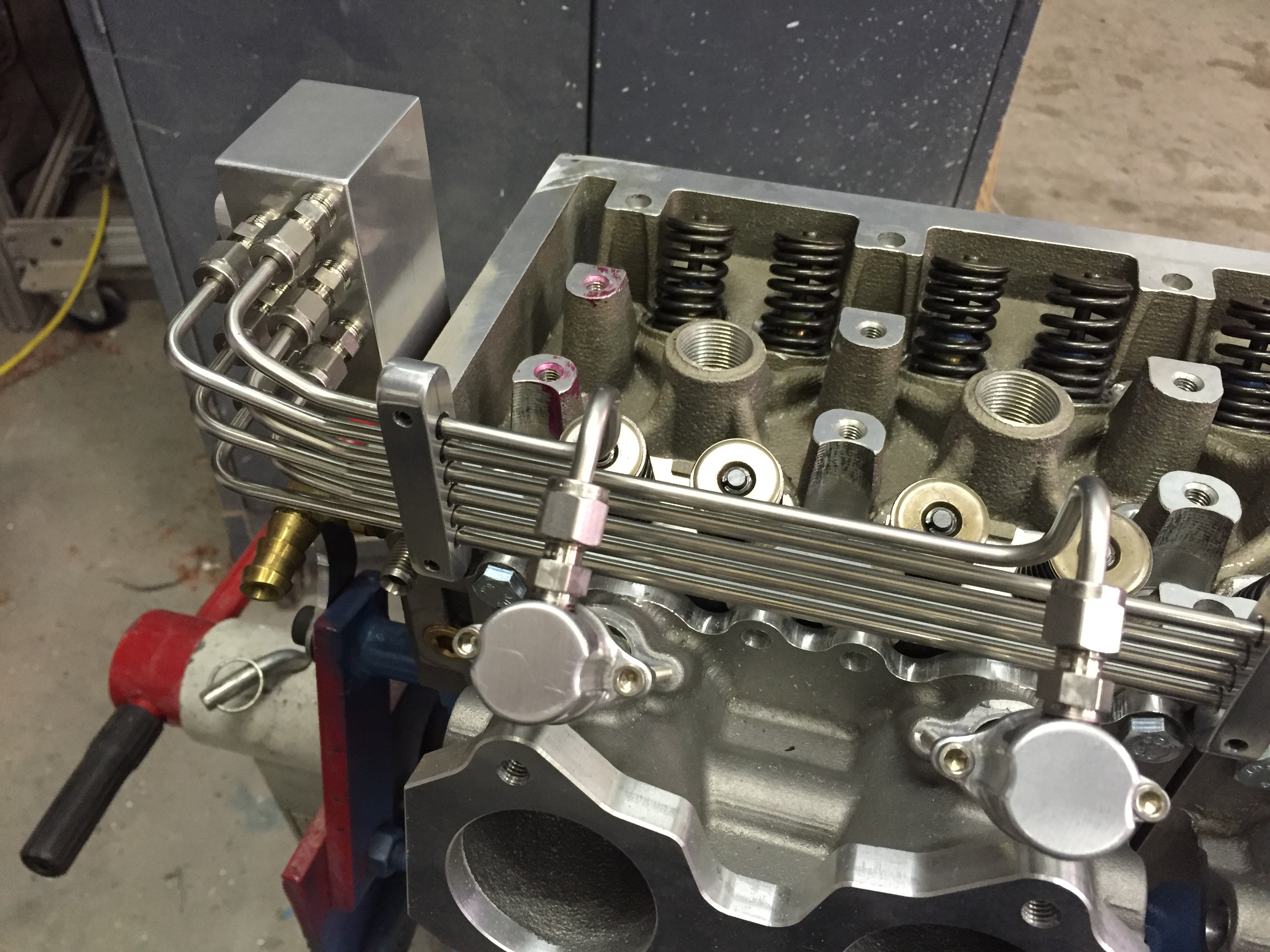
Got the plug tubes done. Decided to dry fit the rocker assembly. The nice thing about the K20 was the cylinder spacing was shorter than the L6. This meant things were easier to fit. In order to take up the space between the rockers and towers I decided to machine some washers out of 6061 aluminum in 3 thicknesses and I also purchased some .002″ shim washers.

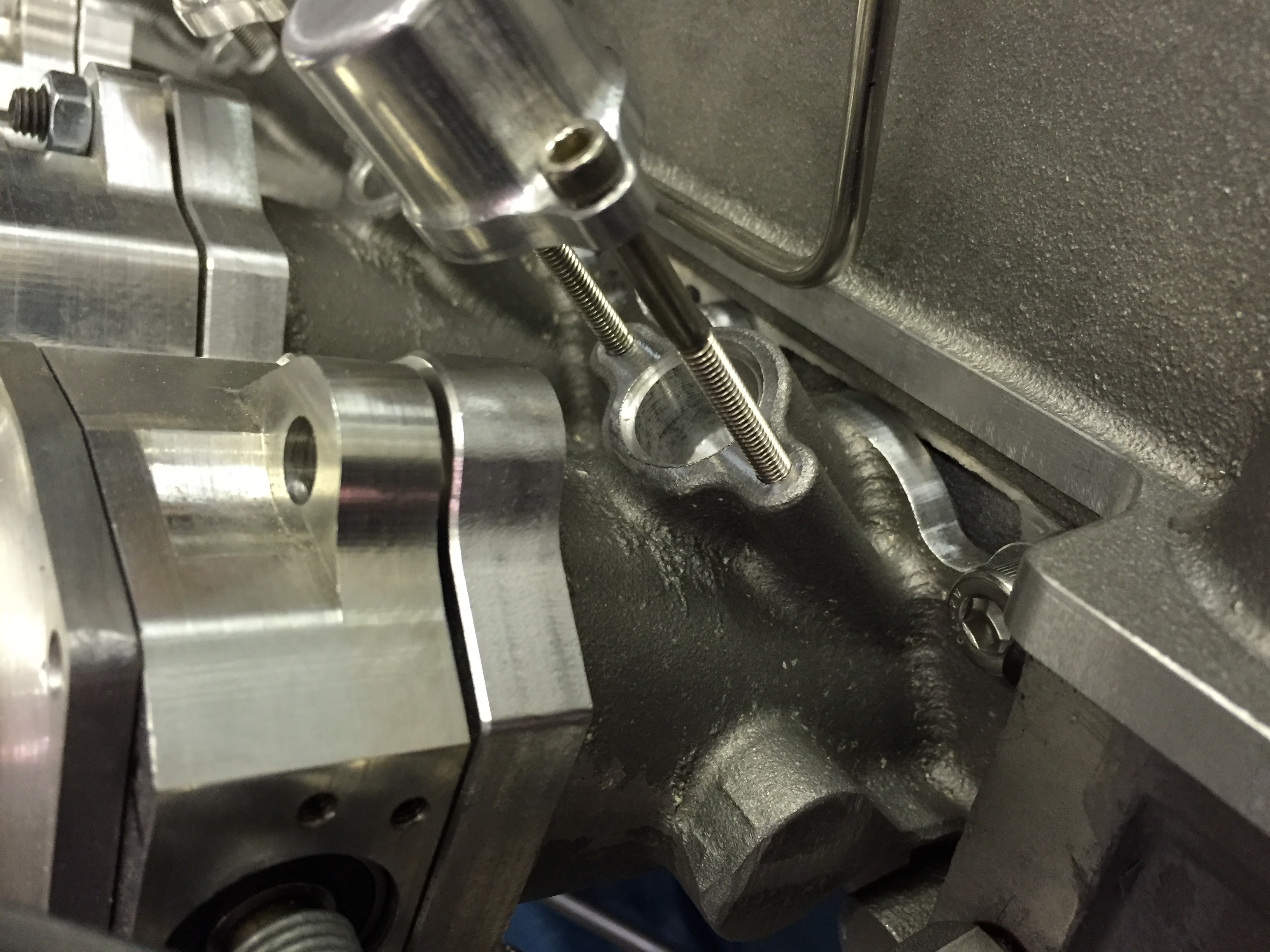
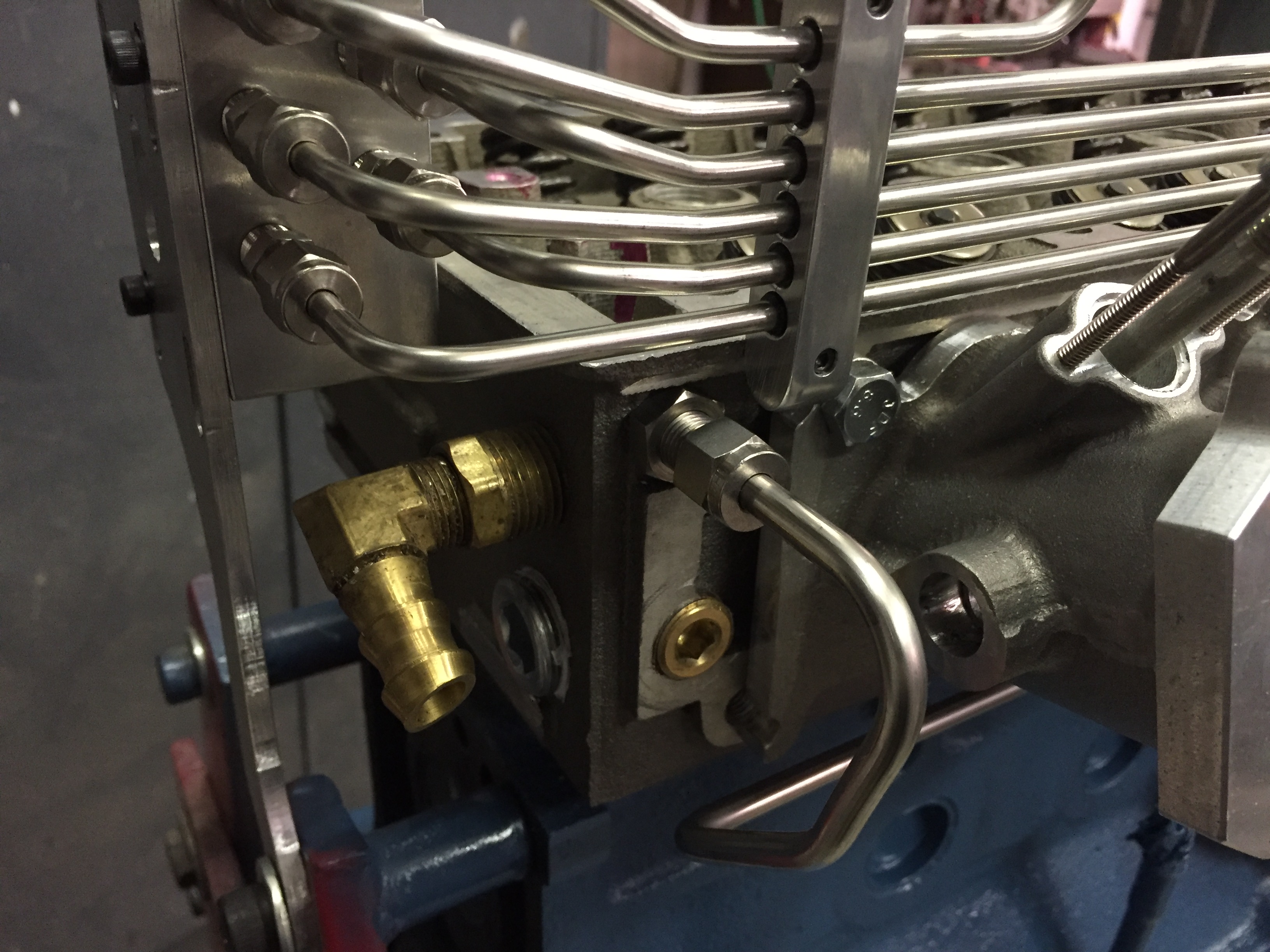
Was bit tedious but really went pretty quickly. Here is a shot in application
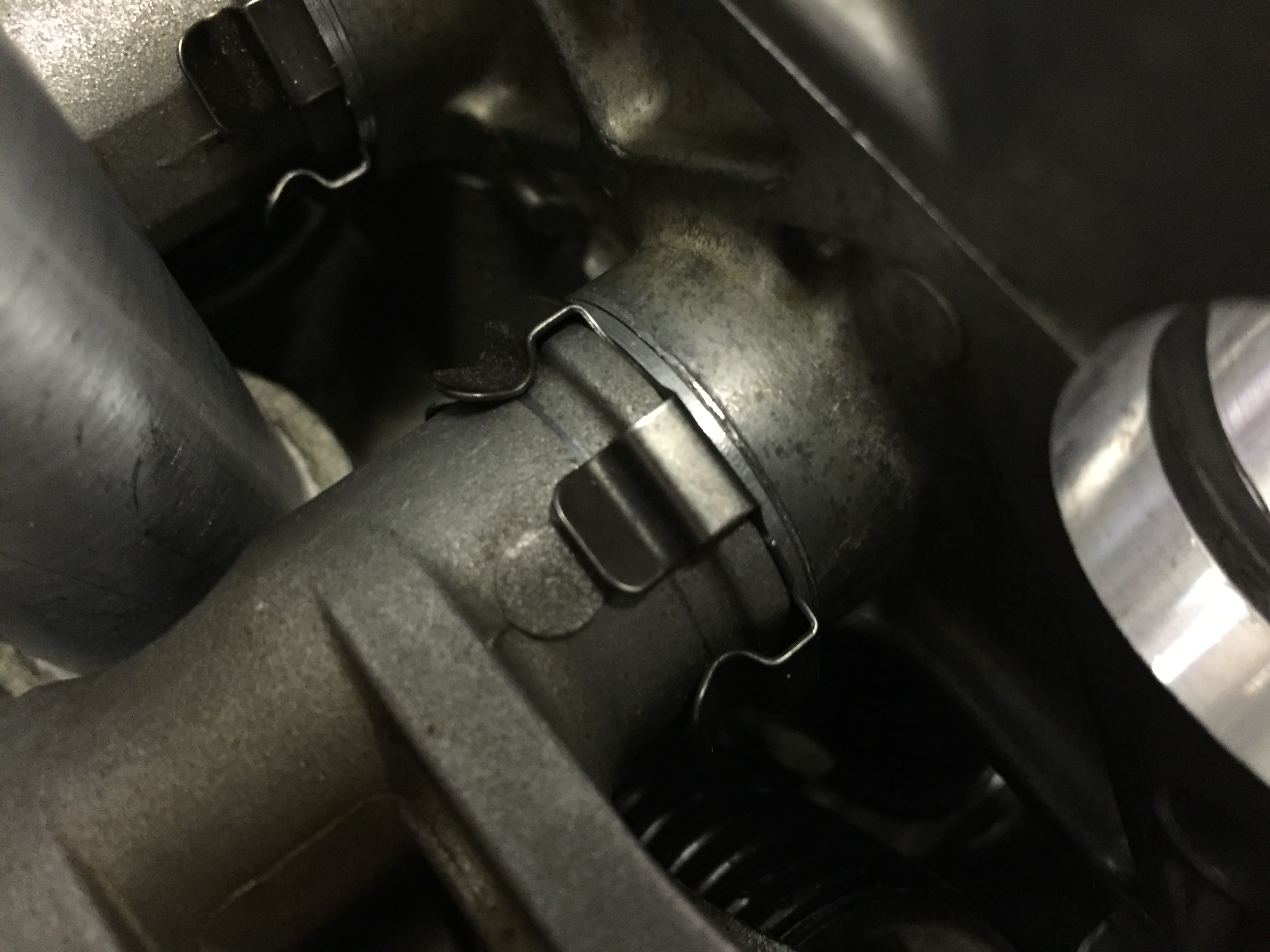
Honda has around .005″ clearance so I kept it right around there.
Starting to run out of things to make until the cams get here.