Got the 4th axis back up in the mill and decided it was time to do the lobes. My plan is to rough it out on one plane then rotate 90 degrees and rough again. Repeat at 180 and 270 degrees. I’m hoping there is enough material removed at that point to go straight to the grinder.
First step key slot.

After this is done I have a fixture that clamps on the front and keeps the cam indexed to the 4th axis.
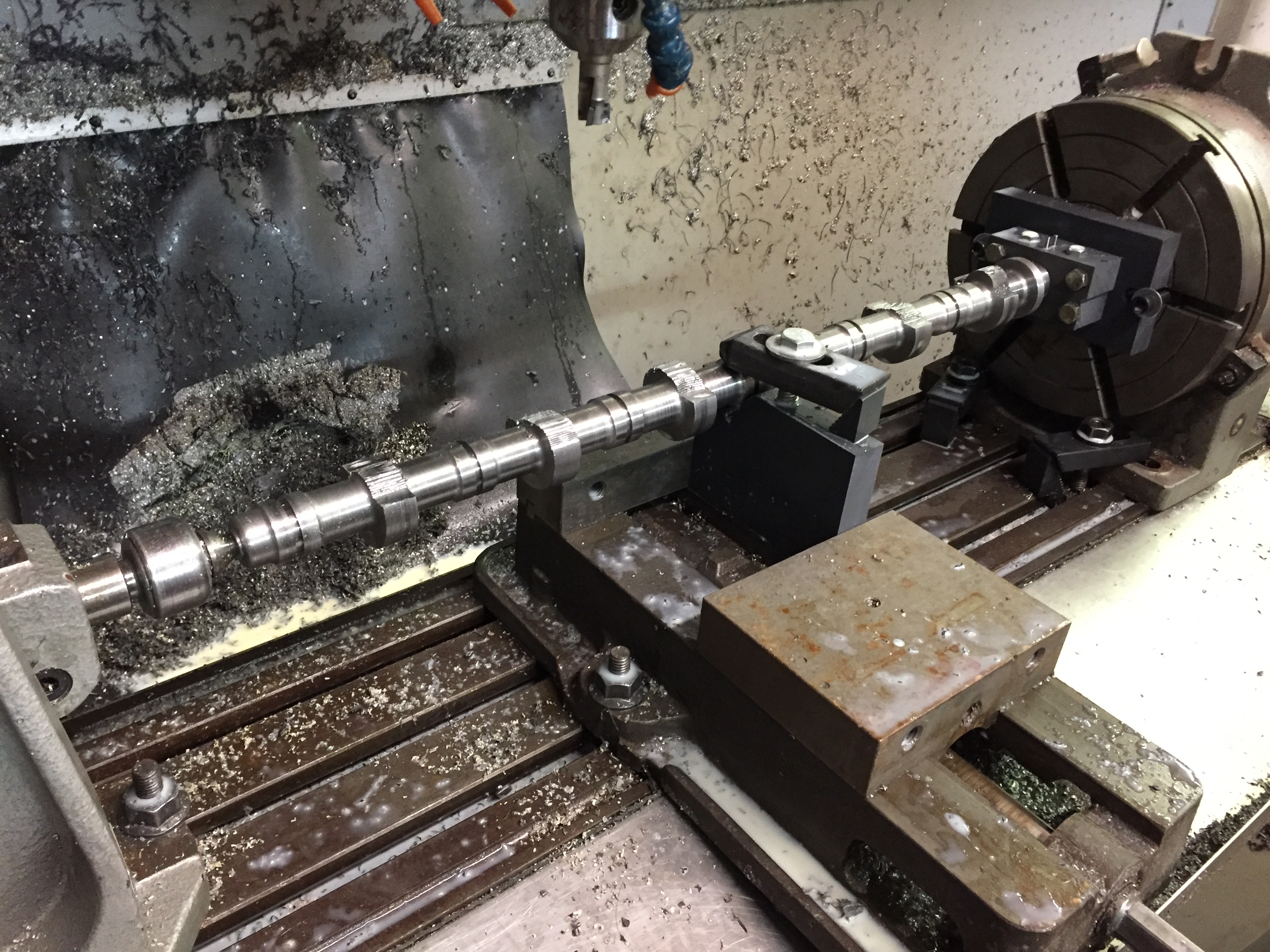
I machined a V block in line with the centerline of the cam and added a clamp. This is way too long to machine without a center support.

First cut!

This is after the first roughing pass. I’m using .035 depth of cut which is leaving a bit of a step. I may make it a little less on the next cut. If I decide to do a finish pass that will all go away.
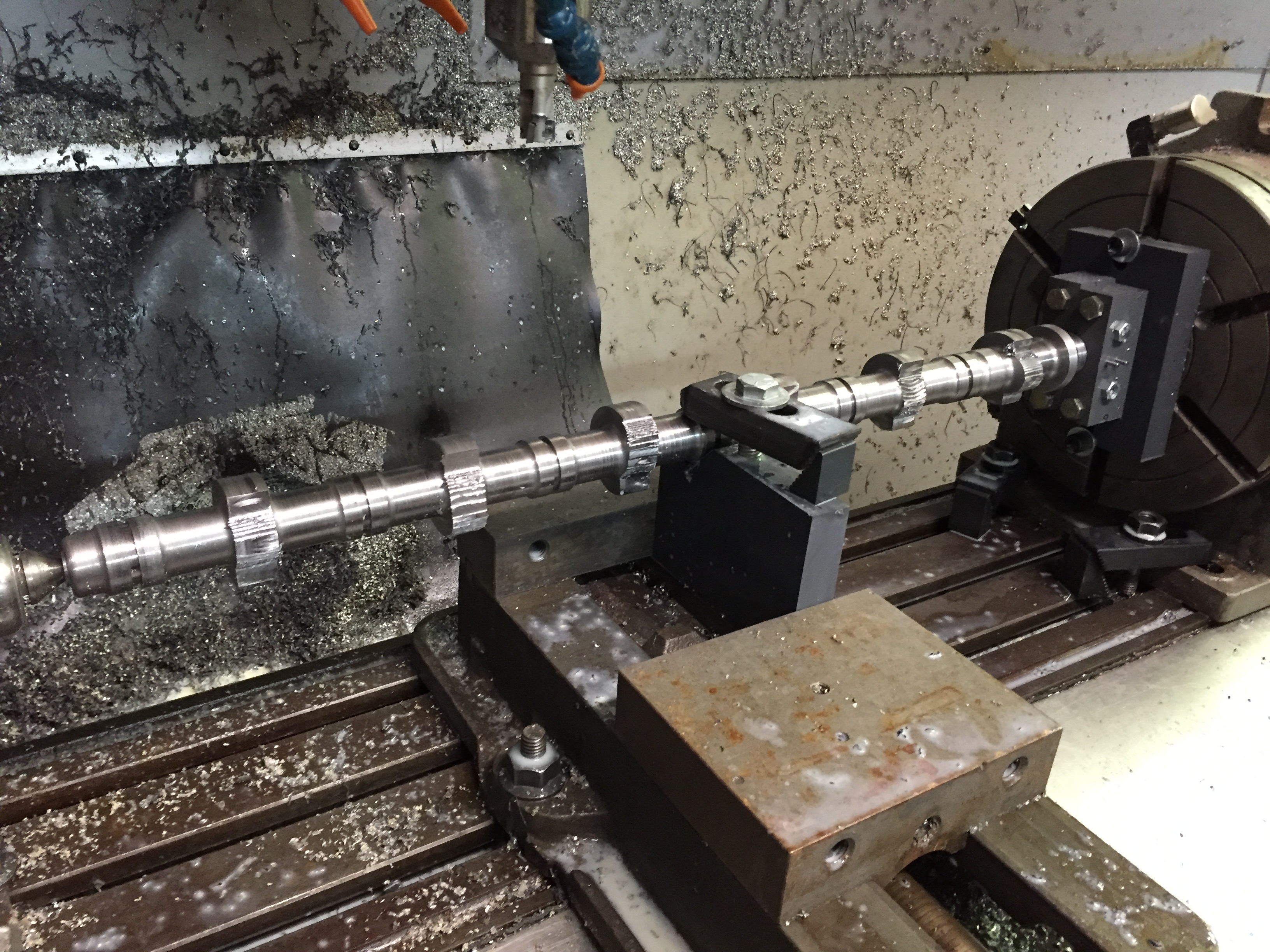
Here I’ve rotated it 90 degrees. I also rotate it in my CAM program so it’s looking at it from the new direction when I calculate the new code. 4th axis work can be tricky if everything isn’t setup properly.
Well that’s it until Monday.